In this website the term ‘us’ , ‘we’ , ‘our’ is refereed to the organization “NAHID” .
Materials
“POLYETHYLENE PLASTIC (PE)”
Polyethylene is an inexpensive, lightweight, strong, water resistant plastic that can withstand extreme temperatures. Its durability and excellent moisture resistance qualities make polyethylene the ideal material for industrial packaging supplies.
“HIGH DENSITY POLYETHYLENE PLASTIC (HDPE)”
High Density Polyethylene Plastic is non-porous, non-stretching and economic material for plastic bags. It creates a vapor & moisture barrier. In its natural form it has a frosted appearance and makes a crackly/crinkly sound when crushed. It is stronger than LDPE but is not as tear resistant. HDPE is typically used for applications where a very thin cost effective bag is required. The classic high density application is liner bags where tear resistance is not required.
“LOW DENSITY POLYETHYLENE PLASTIC (LDPE)”
Low density polyethylene (LDPE) is the most widely used material in plastic bags. Porous, strong, stretchable to a degree, has good clarity, has high tear resistance, is clear and is easy to print on. It is used in many packaging applications for products that do not have sharp points. Some familiar applications include heavy duty garbage bags, press seal bags and boutique retail carry bags.
“LINEAR LOW DENSITY POLYETHYLENE PLASTIC (LLDPE)”
Linear Low Density Polyethylene Plastic is a non-porous, very stretchable, tear and puncture resistant material that is and much less costly than LDPE. It has good clarity and is commonly used for many packaging, liner and trash applications.
“MICRON”
The term micron and the symbol μ were officially accepted for use in isolation to denote the micrometer in 1879, but officially revoked by the International System of Units (SI) in 1967.[7]
The micrometer (International spelling as used by the International Bureau of Weights and Measures;[1] SI symbol: μm) or micrometer (American spelling), also commonly known by the previous name micron, is an SI derived unit of length equaling 1×10−6 meter (SI standard prefix “micro-” = 10−6); that is, one millionth of a meter (or one thousandth of a millimeter, 0.001 mm, or about 0.000039 inch).[1]
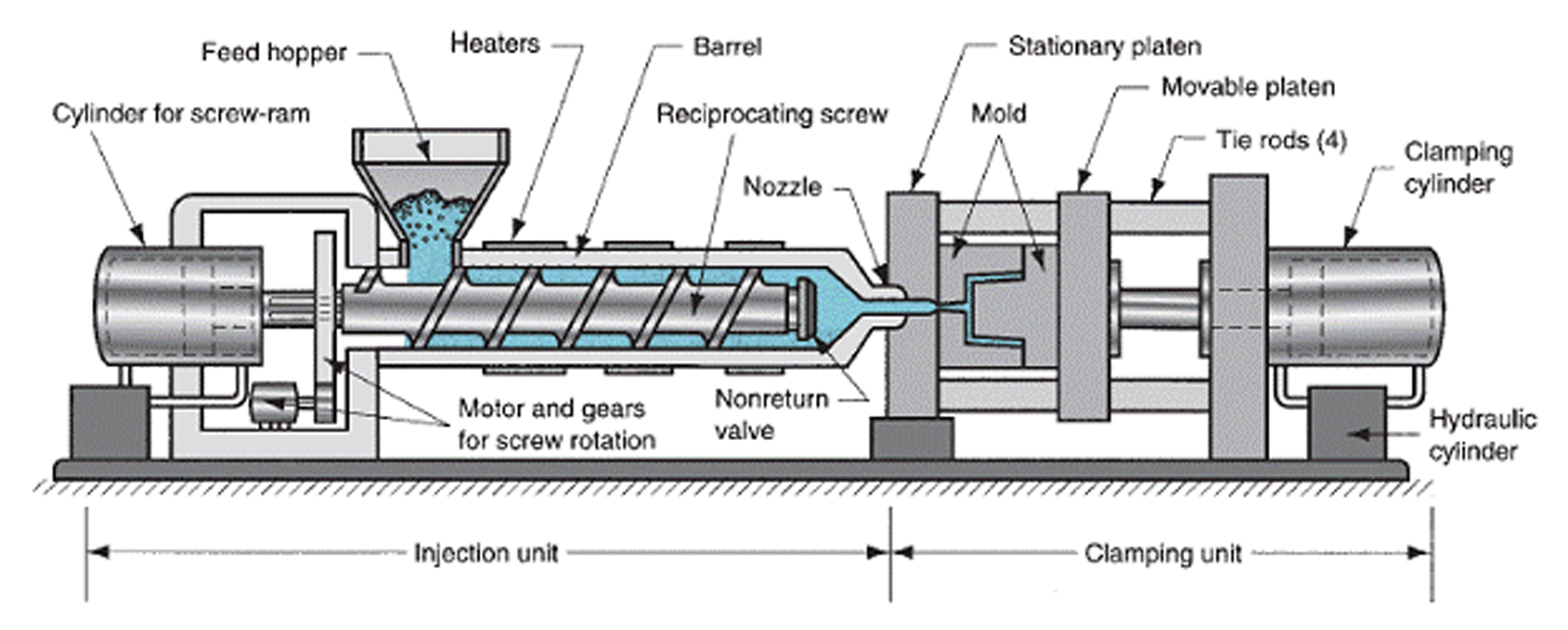
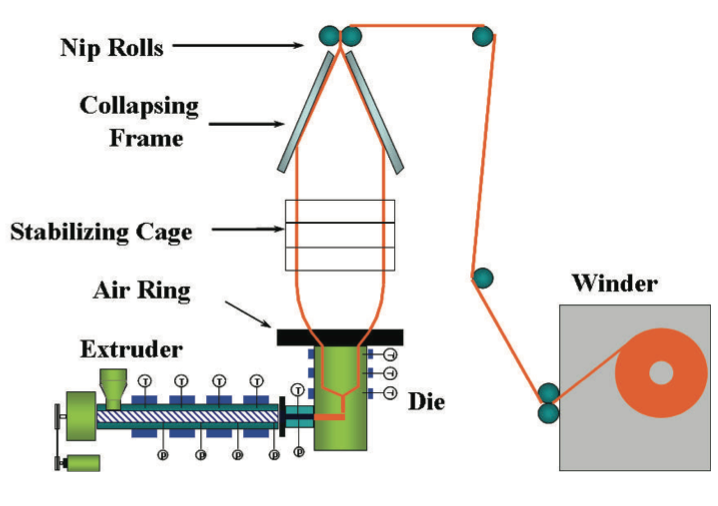
“PLASTIC ENGINEERING”
Plastics engineering encompasses the processing, design, development, and manufacture of plastics products. A plastic is a polymeric material that is in a semi-liquid state, having the property of plasticity and exhibiting flow. Plastics engineering encompasses plastics material and plastic machinery. Plastic Machinery is the general term for all types of machinery and devices used in the plastics processing industry.